



НЕРАЗРУШАЮЩИЙ УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ В АВИАСТРОЕНИИ
При изготовлении большинства летательных аппаратов и в их последующей эксплуатации часто применяется неразрушающий контроль металлических элементов и изделий. Также он может проводиться в отношении различных композиционных материалов.
Среди всех методов неразрушающего контроля самым популярным является в настоящее время ультразвуковой контроль, который показывает максимальную эффективность. Данный метод использует принцип распространения в твердых конструкционных материалах волн УЗ-диапазона частот и акустических колебаний. Также он учитывает влияние свойств материалов и их внутренней структуры на параметры этих колебаний.
КАК ВЫПОЛНЯЕТСЯ КОНТРОЛЬ УЛЬТРАЗВУКОМ?
УЗ-контроль различных объектов проводится с помощью УЗ-дефектоскопов общего и специализированного применения. Их конфигурация оптимизируется специально для контроля специфических объектов.
Особенности применения УЗ-контроля давно описаны в методической литературе. Также по данной теме имеется много нормативных документов. Это позволяет проводить контроль самых разных объектов из металлических и композиционных материалов.
Но традиционный УЗ-контроль, который применяется в авиационной промышленности, не всегда удовлетворяет современным требованиям. Данный метод не позволяет в полной мере обнаружить дефекты материалов и изделий, а также имеет недостаточную производительность.

ОСОБЕННОСТИ ФАЗИРОВАННЫХ РЕШЕТОК
По сравнению с обычным УЗК ультразвуковой контроль фазированными решетками имеет ряд преимуществ:
- увеличение вероятности обнаружения дефектов благодаря различным углам ввода управляемого многоэлементного датчика;
- возможность изменения угла наклона луча и его фокусировки;
- минимизация ложных индикаций благодаря регулируемой геометрии эхо-сигналов;
- возможность обследования геометрически сложных деталей без перемещения объекта или датчика;
- высокая скорость получения реальных изображений обнаруженных дефектов, их положения и размеров.
Фазированные решетки являются инструментом, который благодаря быстрому и точному контролю позволяет экономить время и деньги.
Под фазированными решетками следует понимать несколько пьезоэлементов, которые объединены в одном корпусе преобразователя.
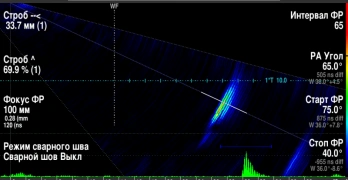
УЗ-дефектоскоп работает следующим образом. Фазированные решетки в его составе с помощью пьезоэлементов генерируют УЗ-волны, которые формируются в УЗ-пучок. Благодаря электронному управлению углом ввода УЗ-пучка и возможности проведения анализа отраженных эхосигналов можно в режиме реального времени получить S-скан на экране дефектоскопа. Он представляет собой двумерное изображение сечения.
С помощью S-скана оператор в наглядном виде получает информацию о том, где расположены дефекты и их точные координаты. Также S-скан позволяет измерить реальные размеры дефектов. Достоверность обнаружения дефектов повышается благодаря направлению УЗ-пучка от преобразователя, например, от фазированной решетки, под различными углами. Также его можно сфокусировать на любой глубине. Кроме этого, преимуществами данной технологии перед традиционным УЗ-контролем считается подробная визуализация и высокая скорость контроля. По сравнению с традиционными методиками контроль дефектов дефектоскопом с фазированными решетками и S-сканом отличается более простым исполнением.
КАК ВЫПОЛНЯЕТСЯ КОНТРОЛЬ СВАРНЫХ ШВОВ?
Возвратно-поступательное сканирование преобразователем от шва и обратно к шву во время контроля сварного шва становится теперь не обязательным. Наклонный УЗ-преобразователь обычного типа направляет узкий луч в сторону шва и принимает отраженные от него импульсы с острой диаграммой направленности. Чтобы найти дефекты, оператору приходится перемещать преобразователь для просвечивания всего сечения шва. Луч может быть как прямым, так и отраженным от поверхности дна. Сложность работы оператора заключается также в том, что ему приходится четко представлять траекторию распространения УЗ-импульсов в объекте контроля, причем при разных положениях преобразователя.
Преобразователь с фазированной решеткой благодаря широкому УЗ-пучку во время контроля может из одного положения покрыть все сечение шва. При перемещении преобразователя к шву и от шва изображение на экране прибора будет смещаться. Для более полного облучения обследуемого сечения шва преобразователь достаточно поместить близко к валику усиления. После этого проводится анализ полученной информации на S -скане. После перемещения преобразователя вдоль шва можно заняться анализом соседнего сечения. Кроме S-скана имеется возможность получить необходимую информацию о контролируемом объекте также и в виде амплитуды колебаний.

Фактически при проведении контроля фазированными решетками браковочные критерии будут аналогичны критериям, которые применяются в традиционной УЗ-дефектоскопии.
КОНТРОЛЬ КОМПОЗИТНЫХ ИЗДЕЛИЙ: ОСОБЕННОСТИ
Контроль металлов и однородных изотропных мелко-структурных неметаллов с помощью фазированных решеток, например, полипропилена или полиэтилена, практически не отличаются. При контроле неметаллических изделий скорость ультразвука будет меньше, а затухание больше при его распространении.
В настоящее время необходимо применять принципиально новые подходы для контроля качества и диагностики состояния полимерных композиционных материалов. Это связано с постоянным увеличением их объема в конструкциях многих летательных аппаратов и созданием множества агрегатов из данных материалов.
С помощью обычной УЗ-дефектоскопии достаточно сложно выполнять контроль изделий из композитов, так как они имеют слоистую структуру и являются анизотропными. Чтобы адаптировать дефектоскоп с преобразователем для контроля композитных материалов и изделий из них, приборы с фазированными решетками должны работать по специально разработанным алгоритмам реконструкции изображений.
УЗ-оборудование, которое обычно применяется на производстве, не позволяет в полном объеме проводить неразрушающий контроль и диагностику состояния композитных деталей. Это вызвано анизотропностью и неоднородностью композитов, а также высоким уровнем затухания ультразвука.
Если в ответственных деталях и агрегатах планера летательных аппаратов применяются интегральные конструкции, осуществлять неразрушающий контроль и проводить диагностику их состояния в производстве будет очень сложно. Особенно это относится к эксплуатации конструкций, где невозможно использовать физический подход. Таким образом, акустический метод неразрушающего контроля для контроля подобных конструкций имеет ограниченные возможности.

В ЧЕМ ЗАКЛЮЧАЮТСЯ ПРЕИМУЩЕСТВА ДЕФЕКТОСКОПОВ НА ФАЗИРОВАННЫХ РЕШЕТКАХ?
Благодаря применению дефектоскопов, использующих в своей работе принцип фазированных решеток, возможности и область использования акустического контроля существенно расширяются.
Подобный контроль отличается следующими преимуществами:
- расширенные возможности для проведения контроля сварных соединений;
- проведение в полном объеме контроля интегральных конструкций. Это становится возможным благодаря вариации различных видов акустических задержек;
- сокращение трудоемкости проведения контроля примерно в 4 раза;
- более достоверные результаты НК, которые по сравнению с традиционными акустическими приборами на порядок лучше;
- повышение чувствительности контроля;
- по сравнению с обычными УЗ-дефектоскопами уменьшение мертвой зоны в несколько раз;
- документирование и архивирование полученных результатов.
В авиационной промышленности сегодня широко применяются новые материалы и конструкции агрегатов, поэтому возрастает важность проведения правильного и точного контроля. Использование дефектоскопического оборудования с фазированными решетками позволяет в полном объеме выполнять неразрушающий контроль деталей из металлов и полимерных композиционных материалов. Многие фирмы сегодня занимаются разработкой и производством современных акустических приборов, которые используют в своей работе принцип фазированных решеток. В среде авторитетных производителей, заслуживших мировую известность, можно особо отметить компанию STARMANS electronics.