Неразрушающий контроль сварных соединений является определяющим моментом при обеспечении долговечности и безопасности эксплуатации конструкций. С его помощью можно обнаружить дефекты, грозящие негативными последствиями при функционировании объекта исследования. Своевременная диагностика и ликвидация дефектов сварных швов увеличивают срок эксплуатации металлоконструкций, а также предупреждают возникновение аварийных ситуаций.
Особое значение процесс неразрушающего контроля сварных швов имеет в случаях работы с важными объектами, представляющими повышенный уровень опасности в ходе эксплуатации (трубопроводы, сосуды под давлением, подъемные краны и пр.), тогда даже самый незначительный дефект может привести к серьезным аварийным ситуациям. Для таких объектов применяются более строгие нормативы контроля и комплексные меры проверки (совокупность нескольких методов контроля), которые фиксируются проектной документацией.
Ряд методов, которые используются для проведения неразрушающего контроля сварных стыков, а также помогают обеспечить надежность и безопасность работы сварных металлоконструкций:
-
Визуальный и измерительный метод – самый легкий и доступный способ обнаружить очевидные наружные дефекты (неоднородную структуру, свищи, пустоты, трещины, сколы, и пр.). Для проведения визуального осмотра необходимо хорошее освещение, в качестве вспомогательных инструментов могут использоваться линейки, лупы, щупы и пр. Для применения данного метода необходимы внимательность, знание технологий и высокая квалификация сотрудника.
-
Капиллярный контроль – позволяет выявить поверхностные дефекты (трещины, поры, прожоги, непровары). Данный метод универсален и может быть использован для проведения анализа изделий из любых (не пористых) материалов. К ограничениям метода относятся необходимость основательной подготовки поверхности и возможность обнаружения только тех дефектов, которые расположены на поверхности исследуемого объекта.
-
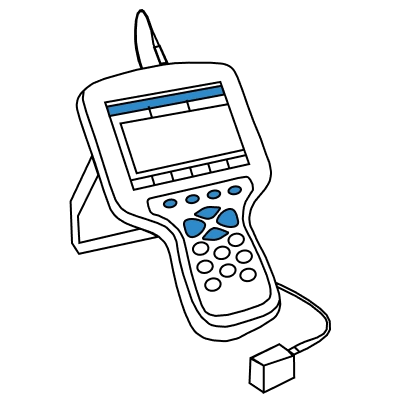
УЗ контроль – помогает обнаружить неявные дефекты и искажения металлических конструкций и сварных соединений (трещины, непровары, поры, шлаковые включения и пр.). Преимуществами метода являются большая производительность, высокая степень безопасности для специалиста, возможная автоматизация контрольного процесса. Но для корректной интерпретации полученных результатов необходима высокая квалификация специалиста.
-
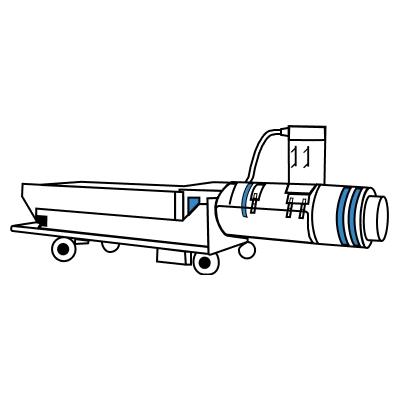
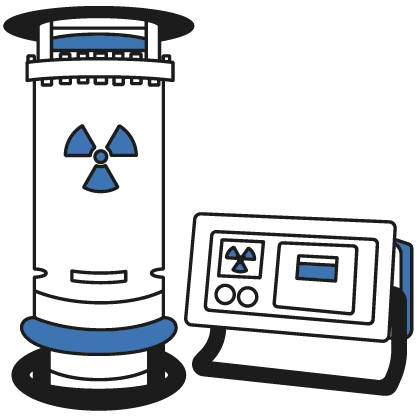
Радиографический контроль сварных соединений – анализирует внутреннюю структуру стыков (трубопроводов, сосудов под давлением, металлоконструкций). Главным преимуществом данного метода считается высокая достоверность полученных результатов, и их документальное подтверждение в виде рентгеновских снимков. Основным недостатком метода является то, что он представляет радиационную опасность для сотрудников и требует мер предосторожности.
-
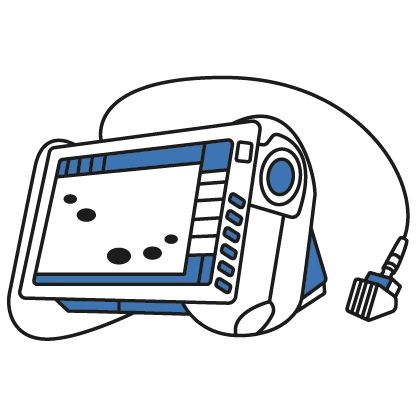
Магнитный контроль – позволяет выявлять поверхностные и подповерхностные дефекты. Чувствительность измерений зависит от техники намагничивания, состояния исследуемой поверхности и вида применяемого индикатора. Данный метод может быть эффективен только при контроле ферромагнитных материалов. После применения метода исследуемое изделие требуется размагнитить, что предполагает дополнительные манипуляции.
Перед вводом объекта в эксплуатацию обязательно проводится процедура тестирования сварных стыков и по итогам проведенных испытаний делается вывод о возможности безопасной эксплуатации конструкций и ее надежности. Для повышения достоверности выполняют несколько различных методов контроля.
Компания Техспектр предоставляет широкий выбор оборудования для проведения контроля сварных швов. В случае необходимости консультантами компании может быть предоставлена дополнительная информация, которая поможет определиться с выбором подходящей модели оборудования. Оставить заявку на консультацию с менеджером можно прямо сейчас
Заказать звонок
 Рентгеновский контроль
Рентгеновский контроль Магнитопорошковый контроль
Магнитопорошковый контроль Анализаторы химического состава
Анализаторы химического состава Контроль среды
Контроль среды Контроль бетона
Контроль бетона Визуально-измерительный контроль
Визуально-измерительный контроль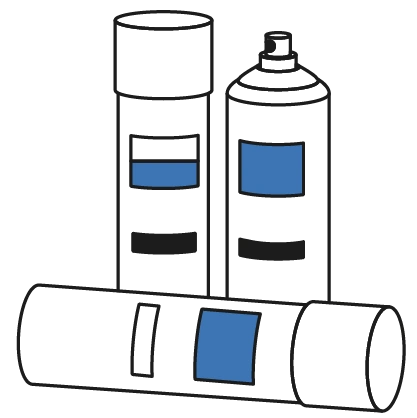 Капиллярный контроль
Капиллярный контроль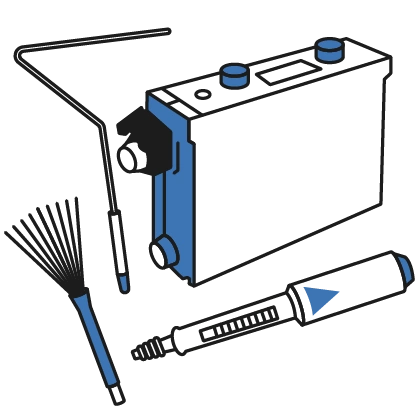 Контроль изоляции
Контроль изоляции Тепловизионный контроль
Тепловизионный контроль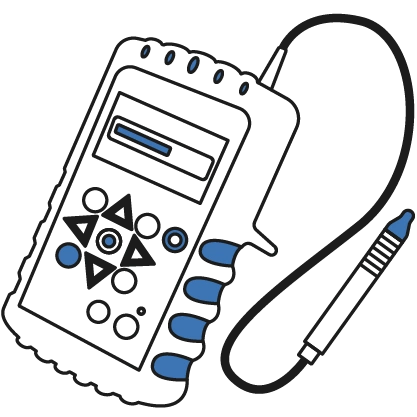 Вихретоковый контроль
Вихретоковый контроль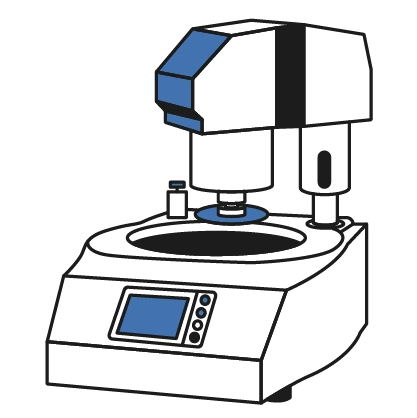 Оборудование для подготовки образцов
Оборудование для подготовки образцов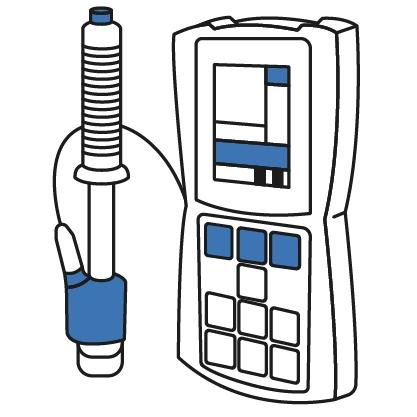 Контроль твердости
Контроль твердости Контроль герметичности
Контроль герметичности Испытательные машины
Испытательные машины Трассопоиск
Трассопоиск Акустическая эмиссия
Акустическая эмиссия Течеискатели
Течеискатели Вибродиагностика
Вибродиагностика Системы НК
Системы НК