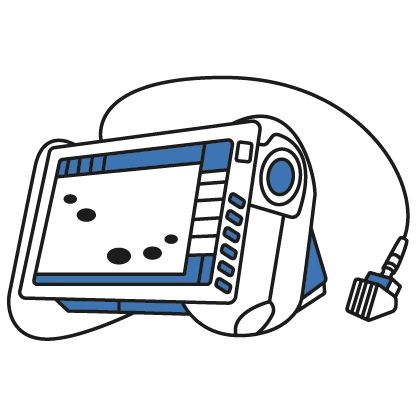












Система «БАРС И2» предназначена для контроля кольцевых сварных соединений стальных труб, резервуаров и металлоконструкций. С её использованием выполняется рентгеноскопия на всех стадиях создания, эксплуатации и ремонта промышленных объектов.
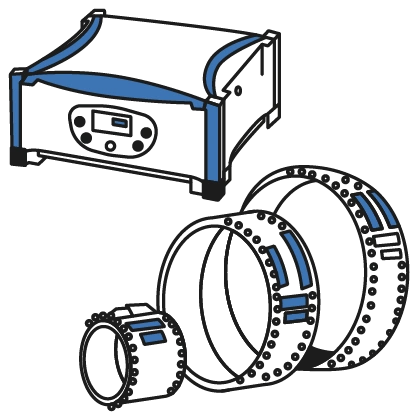
Все результаты фиксируются в электронной памяти и сохраняются в цифровой базе, что позволяет вести архив данных и облегчает последующий анализ. Система работает по принципу радиографического метода: излучение проходит через объект контроля и преобразуется в цифровое изображение. Энергетический диапазон 50–300 кВ позволяет исследовать трубы и конструкции различной толщины и плотности. Поток энергии поступает на сцинтилляционный экран детекторного модуля с активной областью 128 × 160 мм. Свечение преобразуется в электрический сигнал, который оцифровывается с помощью 16-битного аналого-цифрового преобразователя, обеспечивая широкий динамический диапазон и корректную передачу градаций плотности до 86 дБ.
Хотите узнать, как «БАРС И2» может оптимизировать контроль сварки на вашем объекте? Получите консультацию прямо сейчас!
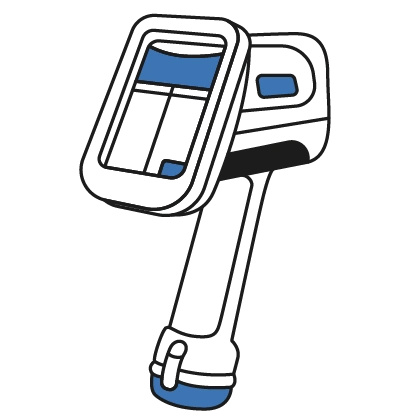
Малый шаг элемента изображения — 125 мкм — и разрешение до 9 D (Duplex IQI ISO 19232-5) позволяют фиксировать даже самые мелкие дефекты сварных швов. Сформированное изображение передается на компьютер для анализа и измерения дефектов, обеспечивая визуализацию на высоком профессиональном уровне.
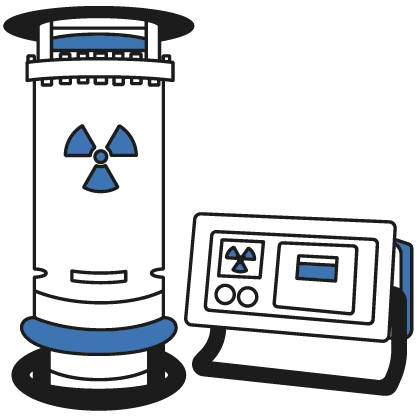
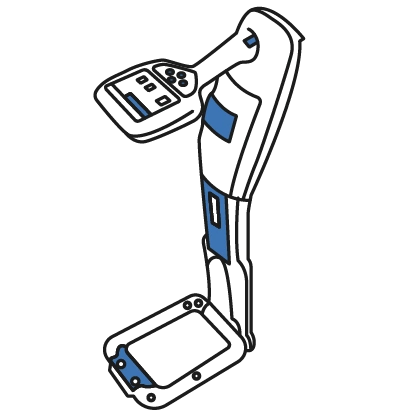
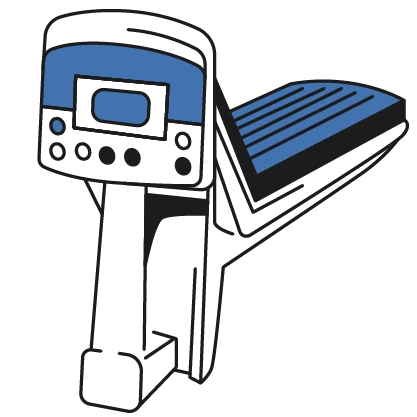
Передача данных осуществляется через программу «БАРС-Клиент»: детекторный модуль и ноутбук с установленным ПО обмениваются данными через Wi-Fi с использованием автономного ретранслятора АР-001. Такая организация связи повышает мобильность системы и дает возможность контролировать объекты без прокладки кабелей.
Программа обеспечивает настройку режимов работы, визуализацию изображений, измерение линейных размеров дефектов и долговременное хранение результатов. Максимальная частота кадров до 20 к/с позволяет применять радиографический неразрушающий контроль в режиме реального времени, ускоряя процесс диагностики.
Эксплуатационные и метрологические характеристики
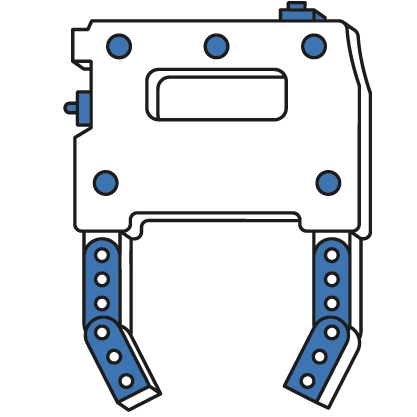
Система рассчитана на работу при температуре от –30 до +45 °C и относительной влажности от 30 до 95%, с атмосферным давлением от 84 до 106 кПа. Питание осуществляется от встроенных аккумуляторных источников LiNiCoAlO2 номиналом 24 В и ёмкостью 7 А·ч, обеспечивая непрерывное время работы до 120 минут. Максимальная скорость сканирования при перекрытии кадров 20 мм достигает 1 м/мин, а радиационная толщина контролируемых объектов — до 65 мм.
Время монтажа системы составляет до 5 минут, а средний срок службы — не менее 5 лет. Напряжение питания постоянного тока варьируется от 23 до 29 В, потребляемая мощность не превышает 80 Вт.
Линейные размеры дефектов измеряются в диапазоне от 0,2 до 40 мм с точностью ±0,15 мм. Достигаемая чувствительность контроля соответствует 1 классу по ГОСТ 7512-82 и В классу по ГОСТ ISO 17636-2-2017, что обеспечивает надёжное выявление дефектов даже на критически важных сварных соединениях с использованием рентгенографического метода контроля сварных швов.
Заказать звонок