



Магнитопорошковая дефектоскопия (МПД) — один из самых чувствительных методов неразрушающего контроля, который позволяет выявлять поверхностные и подповерхностные дефекты в ферромагнитных материалах. Оборудование для МПД различается по конструкции, мощности и функционалу, поэтому важно выбрать модель, которая в полной мере соответствует вашим задачам.
В этом гайде мы разберем ключевые критерии выбора магнитопорошкового дефектоскопа.
1. Объект и объем контроля
Путь к эффективному решению начинается с определения типа, размера и конфигурации элементов, которые предстоит контролировать. От этих параметров, как и от объема работ, зависит, какой тип оборудования лучше всего подойдет для вашей задачи.
- Размер объекта — один из ключевых факторов. Для контроля мелких деталей (к примеру, металлические стержней до 2 см в диаметре) нужна компактная переносная система. Крупногабаритные элементы (валы длиной более 1 м, колесные пары, корпусы изделий) требуют выбора стационарной или мобильной установки с высокой мощностью.
- Форма детали (цилиндрическая или плоская, сложная геометрия) влияет на выбор типа намагничивания.
- Материал — а именно, марка стали и коэрцитивная сила — определяет необходимую напряженность магнитного поля.
2. Условия работы
Оборудование должно соответствовать месту эксплуатации:
- Для работы в производственном цехе подойдет стационарная или мобильная модель с питанием от сети.
- Для полевых условий стоит рассмотреть портативные дефектоскопы с надежным аккумулятором и защитой от влаги и пыли.
- Для контроля труднодоступных элементов (внутреннее пространство резервуара или другого технического изделия, узлы механизмов) нужен компактный прибор с питанием от аккумуляторной батареи.
Важно: если контроль проводится на высоте или в ограниченном пространстве, критически важно учитывать массу и эргономику оборудования.
3. Магнитная нагрузка
В зависимости от геометрии объекта контроля определяется условный уровень чувствительности и требования к напряженности магнитного поля. Она должна быть достаточной для выявления дефектов, но не отражаться на эксплуатационных характеристиках изделия в будущем.
- Недостаточная напряженность приведет к пропуску дефектов.
- Слишком высокая напряженность повлечет за собой риск намагничивания детали, что может помешать дальнейшей эксплуатации.
Рекомендации:
- Для большинства сталей достаточно напряженности 2–4 кА/м.
- Для высокоуглеродистых и легированных сталей может потребоваться до 6–8 кА/м.
4. Тип магнитной системы
Выбор зависит от сложности деталей и объема работ:
|
Тип системы |
Применение |
Плюсы |
Минусы |
|
Постоянные магниты |
Малые детали, простые задачи |
Компактны, не требуют питания от сети |
Низкая мощность, ручное управление |
|
Электромагниты |
Средние и крупные детали |
Регулируемая мощность, высокая чувствительность |
Зависимость от источника тока |
|
Автоматизированные системы |
Серийное производство |
Высокая скорость, минимизация рисков пропуска дефекта |
Высокая стоимость, сложная настройка |
5. Специализированные решения
Для узкоспециализированных задач — например, контроля колесных пар железнодорожных вагонов или компонентов авиационного транспорта, — мы рекомендуем использовать специализированные системы, которые:
- удобны в эксплуатации, поскольку разрабатываются с учетом конструктивных особенностей объекта контроля и материала
- настроены на выявление конкретных дефектов (трещины, раковины, усталостные повреждения)
- соответствуют отраслевым стандартам и нормативам.
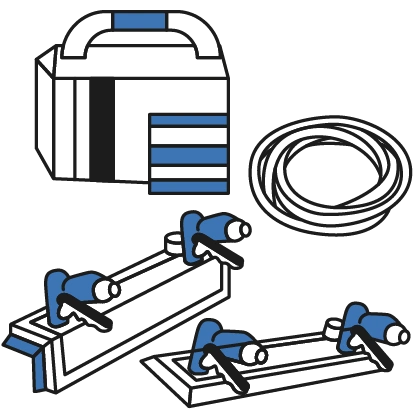
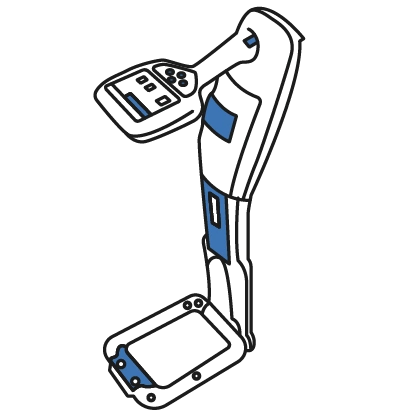
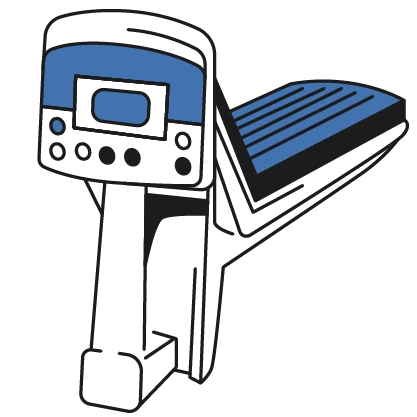
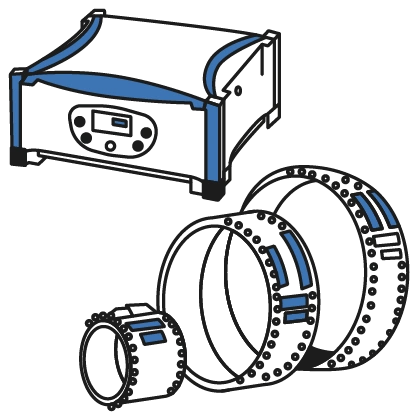
Пример специализированного решения: МД-12
Более 10 лет наша компания занимается производством собственного оборудования для магнитопорошкового контроля. Научно-производственное предприятие Текспектр выпускает дефектоскопы серии МД-12 — специализированные приборы для контроля деталей железнодорожных вагонов. 3 модели, предназначенные для разных задач, выявляют дефекты во внутренних шейках и средних частях осей колесных пар локомотивов, буксовых узлах и элементах автосцепного устройства с высокой точностью и оперативностью.
- Соответствие ГОСТам и стандартам. Разработаны в соответствии с РД 32.159-2000 (вместо технологической инструкции № 637-96 ПКБ ЦВ) и ГОСТ Р 56512-2015
- Надежность. МД-12 обеспечивает выявление поверхностных поперечных трещин с высокой точностью. Порог чувствительности: ширина дефекта от 0,002 мм, длина от 5 мм.
- Эргономика и безопасность:
- Компактные размеры блока управления (440×210×230 мм), масса 22кг.
- Предусмотрены надежные ручки для транспортировки как намагничивающего устройства, так и блока управления.
- Корпуса изделий выполнены из ударопрочных материалов, устойчивых к воздействию внешней среды. • Уровень защиты от поражения электрическим током — класс I ГОСТ Р 12.1.019-2009
- Универсальные условия работы. Работает при температуре от -10°C до +50°C и влажности до 80%, соответствуя категории УХЛ 4.2 по ГОСТ 15150-69.
- Простота эксплуатации. МД-12 готов к работе уже через 1 минуту после включения, что экономит время оператора. Встроенная система индикации позволяет моментально выявлять рабочий статус устройства.
Выводы
Выбор магнитопорошкового дефектоскопа зависит от геометрии объекта контроля, условий работы и требуемой чувствительности. Для массового производства, как правило, подходят автоматизированные системы, для полевых работ — мобильные приборы, а для задач — специализированные решения, такие как МД-12.
Команда Техспектр всегда готова помочь вам в выборе подходящего типа и модели оборудования для магнитопорошкового контроля. Мы предлагаем:
- гарантию качества и надёжности от ведущего производителя оборудования для неразрушающего контроля
- профессиональную помощь в составлении технического задания по ФЗ, организации обучения и аттестации специалистов, поверки и калибровки оборудования
- сервисную поддержку на всех этапах внедрения технологии магнитопорошкового контроля на вашем предприятии.
Оставьте заявку на консультацию, и специалист свяжется с вами в удобное время Заказать звонок